
(926)274-88-54
Бесплатная доставка.
Бесплатная сборка.
График работы:
Ежедневно. С 8-00 до 20-00.
Почта: soft_hous@mail.ru
|
|
Звоните! (926)274-88-54 Бесплатная доставка. Бесплатная сборка. |
Ассортимент тканей График работы: Ежедневно. С 8-00 до 20-00. Почта: soft_hous@mail.ru |
|
Читальный зал --> Электронные вычислительные машины Базовая длина I - это длина участка поверхности, выбираемого для измерения шероховатости без учета других видов неровностей. Количественно шероховатость поверхности (независимо от способа ее получения) оценивается средним арифметическим отклонением профиля Ra, высотой неровностей профиля по десяти точкам Rz, наибольшей высотой неровностей профиля Rmax, средним шагом неровностей Sm, средним шагом неровностей по вершинам S, относительной опорной длиной профиля tp. 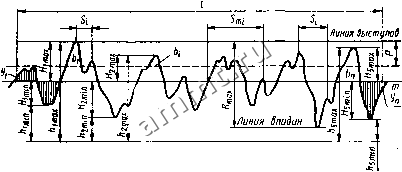 Рис. 6.7. Определение шероховатости поверхности Большое число параметров для оценки шероховатости способствует установлению обоснованных требований к поверхности различного эксплуатационного назначения. Например, для оценки Шероховатости циклически нагруженных ответственных деталей используют критерии Rmax, Smax И S. Среднее арифметическое отклонение профиля Ra - среднее значение расстояний (без учета знака) точек измеренного профиля до его средней линии на определенной длине участка поверх-йости: Ra=± \\y]dx-\y,\, (6.31) 6 /-1 где /-базовая длина; у - расстояние точек профиля до его средней ЛИНИИ. Высота неровностей Rz определяется как среднее арифметическое расстояние между находящимися в пределах базовой длины пятью высшими точками выступов и пятью низшими точками впадин, измеренных от линии, параллельной или эквидистантной средней линии: /5 л \ 2 1/ . хЦ-2 lm.nl . (632) где Яшах, Ят1п - отклонеиия пяти наибольших максимумов и ми-нийумов профиля. (6.33) . Для средней линии, имеющей форму отрезка прямой, где Лшах - расстояние от высших точек пяти наибольших максимумов до линии, параллельной средней и не пересекающей профиль; Лтш - расстояние от низших точек пяти наибольших минимумов до этой же линии. Шероховатость поверхностей деталей из металлов, пластмасс и других материалов обозначают на чертеже знаком . Обра- ботка со снятием стружки обозначается знаком , а без снятия стружки или сохранения поверхности в состоянии поставки - знаком . Значение Ra указывают без символа, а Rz~~c сим- 1,25/ fiV волом, например V Числовые значения параметров шероховатости установлены (ГОСТ 2789-73) для параметра Ra в пределах 100...0,008 мкм, а для Rz - в пределах 1600.. .0,025. . Предпочтительные значения параметров выбираются из ряда 100, 50, 25, 0,25, 0,012. Шероховатость поверхности оценивают качественно и количественно. При качественной оценке обработанная поверхность изделия визуально (на глаз или с помощью микроскопа) сравнивается с эталоном (образцом). Последний имеет один окуляр и два объектива; под один объектив помещают проверяемую деталь, а под другой - образец (эталон). При количественной оценке используются специальные приборы (контактные и бесконтактные). В контактных приборах производится ощупывание поверхности иглой и измерение (или запись) перемещения иглы относительно поверхности. Вертикальные перемещения иглы усиливаются электрическим, пневматическим или оптическим способом и регистрируются на шкале прибора или записываются в виде про-фйлограммы исследуемой поверхности. Наибольшее применение из приборов этой группы получили профилометры, используемые для определения шероховатости в пределах Ra 8,0.. .0,025 мкм. Из бесконтактных приборов применяют двойной микроскоп Линника (для Rz 40.. .0,8) и микроинтерферометр (для Rz < <0,025 мкм). С физической точки зрения качество поверхности оценивается состоянием поверхностного слоя. Поверхностный слой не имеет резко выраженной границы, и его состояние изменяется по глубине неравномерно. Обычно наблюдаются три зоны. Первая зона характерна большими искажениями кристаллической решетки металла и повышенной твердо- 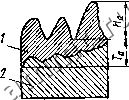 Рис. 6.8. Определение минимального припуска иа обработку стью. Во второй зоне наблюдаются снижение твердости по сравнению с верхней зоной, вытягивание зерен и наволакивание одних зерен на другие. В третьей зоне состояние слоя постепенно приближается к состоянию основного материала. Основным методом определения качества поверхностного слоя является измерение микротвердости и толщины наклепанного слоя. Микротвердость огфеделяют на мнк-ротвердомере ПМТ-3 путем вдавливания алмазной пирамиды при нагрузке от 0,05 до 1,9 Н. Полученный отпечаток измеряют окуляр-микрометром с ценой деления 0,3 мкм при увеличении 15 Для определения величины наклепанного слоя стального образца производят его травление в царской водке (70% азотной кислоты и 30% соляной), а цветных металлов - в едкой щелочи. При этом измеряют толщину стравленного слоя и микротвердость. Стравление производят до тех пор, пока не станут появляться устойчивые показания микротвердости. По результатам испытания строят график. По оси ординат откладывают микротвердость, а по оси абсцисс - расстояние от поверхности в глубь образца. Такой график определяет степень и глубину наклепа верхних слоев детали. Более удобным и простым методом определения глубины и степени наклепа является метод косых срезов. Прн этом на испытуемом образце делают срез под небольшим углом (не более 2°) и по косому срезу на равных расстояниях (50. ..100 мкм) измеряют микротвердость. Для измерения внутренних напряжений на глубине 3. ..10 мкм применяют рентгенографические методы, а для изучения дефектов структуры -электронную микроскопию. Глубина дефектного слоя и шероховатость поверхности зависят от метода обработки. Числовые значения этих параметров приводятся в справочной литературе и могут быть использованы при расчете припусков. Припуском называется слой материала, удаляемой с поверхности заготовки для достижения заданных свойств обрабатываемой поверхности. Минимальное значение припуска Zmin должно обеспечивать удаление микронеровностей / и дефектного слоя 2, получаемого при предшествующей обработке (рис. 6.8): Zmln - Zo--Zдoб , Zq - Иа-\-Та, (6.34) где Яа -высота микронеровностей; Та - дефекты поверхностного слоя, оставшиеся от предыдущей обработки. Величина 2доб учитывает погрешности, формы поверхностей и установки детали. ГЛАВА? МОДЕЛИРОВАНИЕ И ОПТИМИЗАЦИЯ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ МЕТОДАМИ ПЛАНИРОВАНИЯ ЭКСПЕРИМЕНТА 7.1. Сущность факторного анализа Математическая модель технологического процесса описывает связь между выходными и первичными параметрами процесса. Выходной параметр называют целевой функцией или функцией отклика, а геометрический образ, соответствующий этой функции,- поверхностью отклика. Независимые переменные величины, влияющие на функцию отклика, являются первичными факторами, или входными параметрами. Координатное просгранство, по осям которого отложены первичные параметры, представляют собой факторное пространство. В качестве выходного параметра может быть принята надежность, процент выхода годных деталей, точность, прочность соединения и др. Во всех случаях параметр оптимизации должен задаваться количественно, существовать для всех значений, которые могут принимать первичные факторы и измеряться с требуемой точностью. Технологический процесс (операция) может иметь несколько выходных параметров. В этих случаях выбирают наиболее важные из них. Первичные параметры должны быть управляемыми и независимыми, т. е. давать возможность устанавливать и поддерживать их значения на определенном уровне независимо от значения других факторов. Они должны иметь четкий метрологический смысл и измеряться с требуемой точностью. Перечень входных параметров зависит от целей исследования. Однако во всех случаях он должен быть практически целесообразным, т. е. включать только те важнейшие параметры, которые наиболее существенно влияют на параметр оптимизации. Обширный перечень варьируемых параметров не дает возможности получить простую и наглядную математическую модель и затрудняет проведение оценки влияния исходных факторов на параметр оптимизации. При большом числе (более 7) их необходимо ограничить, выделив из общей совокупности наиболее существенные (критичные). При отсеивании несущественных факторов очень важно не отнести к их числу значимые, так как от их правильного выбора зависит успех оптимизации. Для отсеивания несущественных параметров наиболее часто применяют метод случайного баланса (отсеивающего эксперимента) или априорного ранжирования (ранговой корреляции). Наиболее общей моделью технологического процесса является модель черный ящик . Она представляет собой систему, в кото- рой известны входные и выходные параметры, а процессы, происходящие внутри системы, остаются неизвестными. Такая система (рис. 7.1) изучается путем наблюдения за реакцией выходных величин {уи...,Ут) на изменение входных (х,...,х ). Функция связи между первичными {xi, t=l.....п) и выходными параметрами (у/, /=1,...,т) определяется полиномами: линейным 7 = -0 + 2 (7.1) /=.1 неполным квадратичным полным квадратичным (7.2) (7.3) Рис. 7.1. Модель технологического процесса черный ящик = 0 + 2 + 2 *-*- + 2 - где i, k, А -номера первичных параметров; &о, bi, ba, Ьц, bikh - коэффициенты регрессии. Путем проведения методов активного эксперимента можно достигнуть такого уровня знаний свойств системы, чтобы иметь возможность предсказать изменение ее выходных параметров при любом изменении входных параметров и определить их оптимальную область. При этом обычно ограничиваются представлением функциональной зависимости в виде линейного или неполного квадратичного полинома. Однако точность даже таких упрощенных математических моделей достаточно высока (-10%). Кроме того, активный эксперимент является единственным методом, позволяющим иайти функциональную связь между первичными и выходными параметрами с учетом эффекта взаимодействия. При этом существенно сокращаются сроки решения задачи, снижаются затраты на исследования и повышается качество полученных результатов. Общим условием применимости методов активного эксперимента является воспроизводимость результатов. Поэтому, прежде чем приступить к планированию эксперимента, необходимо убедиться в том, что опыты воспроизводимы. Для этого проводят несколько параллельных опытов в рассматриваемой области изменения влияющих факторов и проверяют их воспроизводимость по критерию Кохрена. 7.2. Полный факторный эксперимент Одним из методов построения линейной математической модели и модели в виде неполного квадратичного полинома является полный факторный эксперимент (ПФЭ), который заключается в следующем. Для каждого исследуемого первичного параметра устанавливают два уровня (верхний и нижний). Общее число экспериментов при числе факторов п и двух уровнях определяют по формуле (7.4) В качестве первичных параметров при исследовании технологического процесса термокомпрессионной сварки можно принять температуру, время сварки и давление инструмента (табл. 7.1). Выходным параметром является прочность соединения (усилие на разрыв). Таблица 7.1
Основной уровень хи Интервал варьирования Ajcj Верхний уровень Xsi Нижний уровень Xni Кодовое обозначение xi 260 40 300 220 1,2 0.4 1,6 0,8 525 175 700 350 Ч Поскольку первичные факторы имеют различные единицы измерения, их приводят к единой системе счисления путем перехода от действительных значений к кодированным k переменным Хи хг, Хз. Этот переход осуществляется по формулам xkixi-Xoi)/x, , xk=(xi-XQ,)ILx;, (7.5) где Xoi - базовый, или основной, уровень t-й переменной; А-г,- интервал варьирования t-й переменной: Дл-г = (д: ;-л; ,)/2. (7.6) Для обозначения верхнего х, нижнего xi и основного уровней вводят соответственно +1; -1 и 0. При построении матрицы планирования эксперимента (табл. 7.2) цифры (единицы) опускают; верхний уровень обозначают знаком + , нижний - знаком - . В строках матрицы записывают данные опыта, а в столбцах - факторы в кодах ( + ил - ) с реализацией всех возможных сочетаний. Для фактора Xi знаки меняют для каждого опыта, для фактора Хг - чередуют через два, для фактора хз - через четыре опыта и т. д.
ООО «Мягкий Дом» - это Отечественный производитель мебели. Наша профильная продукция - это диваны еврокнижка. Каждый диван можем изготовить в соответствии с Вашими пожеланияи (размер, ткань и материал). Осуществляем бесплатную доставку и сборку. Звоните! Ежедневно! (926)274-88-54 Продажа и изготовление мебели. Копирование контента сайта запрещено. Авторские права защищаются адвокатской коллегией г. Москвы. |